故障
概述
在故障的标签页上,用户可以对故障进行设置。现实生活中机器会因为不可预见的原因而发生故障。在故障期间,机器上的任何当前处理的操作都会中断,任何即将生产的订单只能在故障消除后处理,即机器维修后。
故障设置对于实际的规划生产计划中来处理机器或者普通生产资源(比如说工位,并行工位或工人等)的可用性来说是至关重要的。比如客户订单能否按期完成很大程度上取决于机器的故障或者生产资源不可用导致的制造过程意外中断。
我们称上次故障结束和下一次故障开始之间的时间间隔为平均无故障时间(MTBF),故障持续时间为平均修复时间(MTTR, 虽然实际故障持续时间通常不仅包含修复时间)。
在真实的工厂中,生产资源可能会因多种原因而时间,这些原因在频率和所需的修复时间有所不同。这些原因可能是工具破损、工厂停电等之类的原因。
为了模拟不同的故障原因,用户可以为其定义多个故障设置,多个故障原因会相互影响,由于机器在维修或者暂停时间内不会工作,仿真在一个故障发生时不会额外产生另一个故障。
属性
故障的配置页面如下:
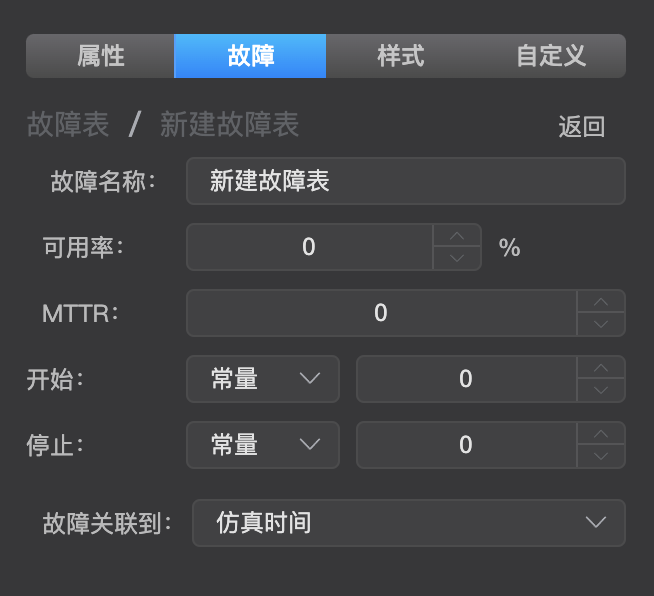
应用
是否应用该故障设置。
故障名称
所设置故障的名称。
可用性
指机器处于可操作状态的比例。
MTTR
指平均修复时间(Mean Time to Repair)。MTTR和可用性之间的关系: $$ 可用性= MTBF / (MTBF + MTTR) $$
开始
指首个平均无故障间隔发生前的需要经过的时间。
停止
指停止触发故障发生的时间。若最后一个故障修复好的时间加上平均无故障时间若大于结束时间,则之后不会再发生故障。若停止时间为0,则表示无停止触发故障时间。
故障关联于
指将故障关联到其所影响的时间阶段。可选项为仿真时间和处理时间。
仿真时间
指在仿真运行(启动/停止仿真,重置仿真)之间所消耗的时间。
处理时间
指在处理物料时才进入计算故障的间隔时间。对于已有组件的处理时间如下:
| 组 件 | 处理时间 |
|---|---|
| 源,队列,排序器,存储 | 无 |
| 工位,终结,并行工位,组装,拆装 | 处理至少一个物料时间 |
| 传送带,转换器 | 当前速度不等于0(当前仿真从开始到结束都有速度,故等同于仿真时间) |
| 选取并放置,转盘,旋转传输台,角度转换器 | 旋转或处理/传输物料时间 |